



Sikaflex®-252
Sikaflex®-252 es un adhesivo elástico monocomponente de poliuretano, especialmente diseñado para el pegado de componentes de gran tamaño en el ensamblaje de vehículos.
Es adecuado para la unión de metales recubiertos, materiales compuestos (GRP), cerámicos y plásticos.
- Excelente adhesión a una amplia variedad de sustratos
- Capaz de soportar altas cargas dinámicas
- Buenas propiedades de relleno de holguras
- Puede ser pintado
- Amortiguador de vibraciones
- No conductor de electricidad
VENTAJAS
- Excelente adhesión a una amplia variedad de sustratos
- Capaz de soportar altas cargas dinámicas
- Buenas propiedades de relleno de holguras
- Puede ser pintado
- Amortiguador de vibraciones
- No conductor de electricidad
Uso
Sikaflex®-252 es adecuado para ensamblajes sometidos a esfuerzos dinámicos. Los sustratos compatibles incluyen madera, metales (en especial aluminio, incluidos componentes anodizados), acero laminado (incluidos componentes fosfatados, cromados o galvanizados), imprimantes metálicos y recubrimientos de pintura (sistemas bicomponentes), así como materiales cerámicos y plásticos. Se recomienda consultar al fabricante antes de utilizarlo en plásticos susceptibles a fisuración por esfuerzo. Este producto es apto únicamente para usuarios profesionales con experiencia.Se deben realizar pruebas con los sustratos y condiciones reales para garantizar la adherencia y compatibilidad de los materiales.
Empaque
| Unipack | 600 ml |
Detalles de producto
| Base química | Poliuretano monocomponente | |
| Color (CQP001-1) | Blanco | |
| Mecanismo de curado | Curado por humedad | |
| Densidad (sin curar) | 1.2 kg/l | |
| Tixotropía | Buena | |
| Temperatura de aplicación | ambiente | 10 ─ 35 °C |
| Tiempo de formación de piel (CQP019-1) | 40 minutos A | |
| Tiempo abierto (CQP526-1) | 35 minutos A | |
| Velocidad de curado (CQP049-1) | (ver diagrama 1) | |
| Dureza Shore A (CQP023-1 / ISO 48-4) | 50 | |
| Resistencia a la tracción (CQP036-1 / ISO 527) | 3 MPa | |
| Elongación a la rotura (CQP036-1 / ISO 527) | 400 % | |
| Resistencia a la propagación del rasgado (CQP045-1 / ISO 34) | 7 N/mm | |
| Resistencia al corte por tracción (CQP046-1 / ISO 4587) | 2.5 MPa | |
| Temperatura de servicio (CQP509-1 / CQP513-1) | 4 horas 1 hora | -40 ─ 90 °C 130 °C 150 °C |
| Vida útil en el recipiente | 12 meses B |
| CQP = Proceso Corporativo de Calidad | A) 23 °C / 50 % r. h. | B) Almacenamiento por debajo de 25 °C |
MECANISMO DE CURADO
Sikaflex®-252 cura por reacción con la humedad atmosférica. A bajas temperaturas, el contenido de humedad en el aire suele ser menor, por lo que la reacción de curado se desarrolla más lentamente (ver diagrama 1).
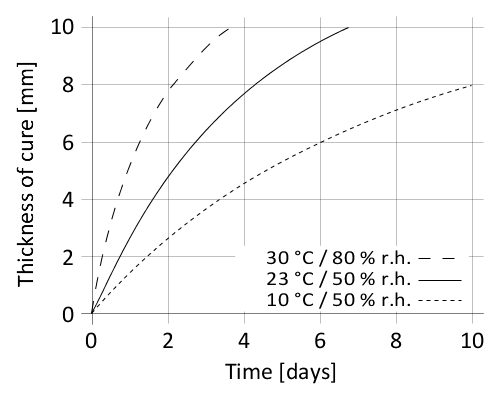
Diagrama 1: Velocidad de curado de Sikaflex®-252
RESISTENCIA QUÍMICA
Sikaflex®-252 es generalmente resistente al agua dulce, al agua de mar, a los ácidos diluidos y a las soluciones cáusticas diluidas; presenta resistencia temporal a combustibles, aceites minerales, grasas y aceites vegetales o animales; no es resistente a los ácidos orgánicos, alcoholes glicólicos, ácidos minerales concentrados, soluciones cáusticas concentradas ni a los disolventes.
Aplicación
Preparación de la Superficie
Las superficies deben estar limpias, secas y libres de grasa, aceite, polvo y contaminantes.
El tratamiento de superficie depende de la naturaleza específica de los sustratos y es fundamental para garantizar una unión duradera.
Las recomendaciones para la preparación de superficies pueden consultarse en la versión vigente de la Tabla de Pretratamientos Sika® correspondiente.
Tenga en cuenta que dichas recomendaciones se basan en la experiencia práctica y, en cualquier caso, deben verificarse mediante ensayos sobre los sustratos originales.
Aplicación
Sikaflex®-252 puede aplicarse entre 10 °C y 35 °C (temperatura ambiental y del producto); sin embargo, deben considerarse las variaciones en la reactividad y en las propiedades de aplicación.
La temperatura óptima tanto para el sustrato como para el sellante se encuentra entre 15 °C y 25 °C.
Tenga en cuenta que la viscosidad aumenta a bajas temperaturas. Para facilitar la aplicación, se recomienda acondicionar el adhesivo a temperatura ambiente antes de su uso.
Para garantizar un espesor uniforme en la línea de unión, se recomienda aplicar el adhesivo en forma de cordón triangular (ver figura 1).
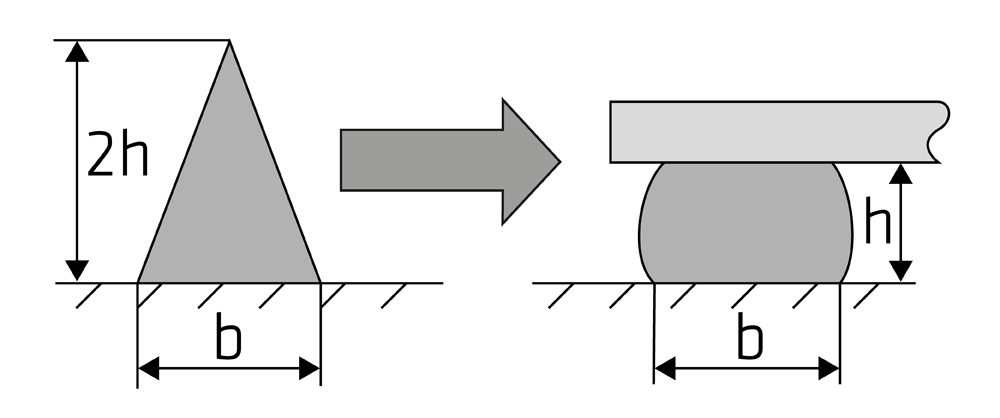
Figura 1: Configuración recomendada de cordón
Sikaflex®-252 puede aplicarse mediante pistolas de pistón manuales, neumáticas o eléctricas, así como con equipos de bombeo.
El tiempo abierto se reduce considerablemente en climas cálidos y húmedos, por lo que las piezas deben instalarse siempre dentro de este periodo.
No se deben unir las piezas si el adhesivo ha formado una película superficial (piel).
Herramientas y acabado
El perfilado y acabado deben realizarse dentro del tiempo de formación de piel del producto.
Se recomienda utilizar Sika® Tooling Agent N.
Cualquier otro agente de acabado debe evaluarse previamente para verificar su idoneidad y compatibilidad antes de su uso.
Eliminación
El Sikaflex®-252 sin curar puede eliminarse de las herramientas y equipos utilizando Sika® Remover-208 u otro disolvente adecuado.
Una vez curado, el material solo puede retirarse por medios mecánicos.
Las manos y la piel expuesta deben lavarse inmediatamente utilizando toallitas limpiadoras, como Sika® Cleaner-350H, o un limpiador industrial para manos junto con agua.
No utilice disolventes sobre la piel.